Als Ihr Spezialist für Lackier- & Oberflächensysteme mit 50 Jahren Erfahrung erhalten Sie fachkundige Beratung beim Kauf von Einzelkomponenten der Beschichtungstechnik. Testen Sie uns!
AirCoat / AirMix Pistolen
AirCoat / AirMix Pistolen
AirCoat AirMix Pistolen AirMix Spritzgeräte Luftunterstütztes Airless, AirCoat® und Airmix® ist ein luftunterstütztes Spritzverfahren basierend auf der Airlesstechnik. Dabei werden die Beschichtungsstoffe mittels Membran- oder Kolbenpumpe durch einen Hochdruckschlauch an die AirCoat / AirMix Pistolen (Sprühpistole) gefördert. Durch einen zweiten Schlauch wird Druckluft der Sprühpistole zugeführt und über die Luftkappe verteilt und umgibt den Farbstahl mit einem Luftmantel. Durch die AirCoat® und Airmix® Technologie kann mit weniger Materialdruck gearbeitet werden. Die Vorteile des AirCoat / AirMix Farbspritzverfahren gegenüber Airless liegen darin, dass eine besonders weiche Zerstäubung (niedrige Druckluft von ca. 0,3 bis 3 bar) und ein sehr feineres Spritzbild für hochwertige Oberflächen erzeugt wird. Die Begriffe AirCoat® ist von der Firma Wagner und Airmix® ist von der Firma Sames geschützt. Anwendungsgebiet: Auf der Airmix® / AirCoat® -Technologie basierende Geräte finden ihre Anwendung in der Metall- und Holzverarbeitung wie beim professionellen Holzbeschichten. Hier geht es darum..
AirCoat und Airmix ist ein luftunterstütztes Spritzverfahren basierend auf der Airlesstechnik. Dabei werden die Beschichtungsstoffe mittels Membran- oder Kolbenpumpe durch einen Hochdruckschlauch an die Sprühpistole gefördert. Durch einen zweiten Schlauch wird Druckluft der Sprühpistole zugeführt und über die Luftkappe verteilt und umgibt den Farbstahl mit einem Luftmantel. Durch die AirCoat und Airmix Technologie kann mit weniger Materialdruck gearbeitet werden. Die Vorteile der AirCoat und Airmix Technologie gegenüber Airless liegen darin, dass eine besonders weiche Zerstäubung (niedrige Druckluft von ca. 0,3 bis 3 bar) und ein sehr feineres Spritzbild für hochwertige Oberflächen erzeugt wird.
Die Begriffe AirCoat ist von der Firma Wagner und Airmix ist von der Firma Sames geschützt.
Anwendungsgebiete: Auf der Airmix / AirCoat -Technologie basierende Geräte finden ihre Anwendung in der Metall- und Holzverarbeitung wie beim professionellen Holzbeschichten. Hier geht es darum, viel Material in einer kurzen Zeit auf vielen Oberflächen aufzubringen.
Möbel-, allgemeine Holz-, Holzfenster-, Holztürenproduktion und Stahlbau.
Beschichtungsstoffe: wasserbasierende und lösemittelhaltige Lacke und Lasuren, Beizen, Klarlacke, Grundierungen und Decklacken, 2K-Materialien, uvm.
Spritzsysteme
Spritzsysteme
Welche Spritzsysteme zum lackieren und beschichten....? In der Industrie werden Spritzsysteme (manuelle und automatische Spritzpistolen) unter anderem unterschieden in: Farbspritzpistolen (z.B. Airless, AirCoat-/AirMix-, AirCoat Elektrostatik und Airspray)
Klebepistolen
Wachspistolen
Signierpistolen Alle haben gemeinsam, dass ein Material (Farbe, Klebstoff, Wachs oder Tinte) mittels Druckluft durch eine Düse zerstäubt wird. Dabei entstehen feinste Partikel. Die Art und Weise der Zerstäubung richtet sich wieder nach dem Anwendungsgebiet und der eingesetzten Düse. Diese kann von einem weichen Sprührand bis zu einem scharfen Sprührand bei Signierpistolen für randscharfes markieren von Werkstücken reichen. Durch diese unterschiedlichen Eigenschaften definiert sich die Auswahl einer Spritzpistole zum lackieren und beschichten.
Erfahren Sie hier mehr
In der Industrie werden Spritzpistolen (manuelle und automatische Spritzsysteme) unter anderem unterschieden in:
Alle haben gemeinsam, dass ein Material (Farbe, Klebstoff, Wachs oder Tinte) mittels Druckluft durch eine Düse zerstäubt wird. Dabei entstehen feinste Partikel. Die Art und Weise der Zerstäubung richtet sich wieder nach dem Anwendungsgebiet und der eingesetzten Düse. Diese kann von einem weichen Sprührand bis zu einem scharfen Sprührand bei Signierpistolen für randscharfes markieren von Werkstücken reichen. Durch diese unterschiedlichen Eigenschaften definiert sich die Auswahl einer Spritzpistole zum lackieren und beschichten.
Eine Spritzpistole ist ein Werkzeug, das zum Auftragen von Lacken und Dispersionsfarben genutzt wird. Es wird auch als Lackierspritzpistole oder Farbspritzpistole bezeichnet. Spritzpistolen werden für manuelle Tätigkeiten oder als automatische Spritzpistolen für Automatisierungsanlagen hergestellt. Dabei lassen sich Spritzpistolen grob in 3 Kategorien nach dem Anwendungsdruck einteilen:
Der Zerstäubungsvorgang selbst wird durch Druckluft aus einem Kompressor und/oder einer Pumpe ermöglicht. Dieses Verfahren ist effizienter als das traditionelle Lackieren mit dem Pinsel und ermöglicht ein besseres Oberflächenergebnis. Technisch und industriell orientierte Spritzpistolen werden Spritzpistolen genannt, während kleine, für Künstler geeignete Geräte, Airbrush heißen. Während des Sprühens wird ein flüssiger Stoff in kleinen Tropfen verstäubt, die sich dann auf der gewünschten Oberfläche ansiedeln.
Eine Spritzpistole wird oft für die industrielle Farbauftragung verwendet. Künstler bevorzugen stattdessen den Begriff Airbrush für kleinere Lackmengen. Diese Maschine stellt einen Druckunterschied her, um den flüssigen Stoff in kleine Tropfen zu zerstäuben. Diese Tropfen bilden einen zusammenhängenden Film auf dem Gegenstand, wenn sie vollständig aufgetragen wurden. Der Druckaufbau und die Zufuhr des zu zerstäubenden Stoffes können auf verschiedene Weisen erfolgen, die Spritzverfahren unterscheiden sich in der Art des Druckaufbaus.
Materialzuführung
Die Materialzuführung zu einer Spritzpistole kann auf unterschiedliche Weisen erfolgen, einige davon drucklos, andere mit Druck. Der Fließbecher, der sich über der Pistole befindet, stellt die einfachste Zuführmethode dar, da das aufzutragende Lackmaterial lediglich durch die Schwerkraft zur Pistole befördert wird. Diese Art der Materialzuführung wird vor allem für Airbrusharbeiten verwendet, wobei die Airbrushpistole in der Lage ist, auch geringe Mengen an Farbe zu verarbeiten. Ebenso einfach zu bedienen ist ein Spritzsystem mit Saugbecher, bei dem der aufzutragende Lack mithilfe eines Venturi-Rohrs aus dem Behälter gezogen wird. Um diesen Nachteil zu überwinden, kann in einem Spritzsystem mit Drucktank der Behälter unter Druck gesetzt werden.
In industriellen Großanlagen wird der Lack zentral in Vorratsbehältern gelagert und über ein Rohrsystem im Umlaufprinzip an die Spritzpistolen gefördert.
Airless Pistole
Airless Pistole
Airless lackieren Airless Spritzgerät Airless Farbsprühsystem Airless (übersetzt luftlos) ist ein Farbspritzverfahren, bei dem das Spritzmaterial ohne zusätzliche Luftzufuhr durch hohen Druck zerstäubt und auf die Oberfläche aufgetragen wird. Ein Airless-Farbspritzgerät besteht aus einer elektrischen, pneumatischen oder mit einem Verbrennungsmotor angetriebenen Hochdruckpumpe. Das Farbmaterial wird mittels Kolben oder Membran in der Pumpe in einem Hochdruckschlauch mit einem Druck bis 530 bar an die Airless-Pistole gefördert. Durch Änderung des Materialdrucks und durch Änderung der Sprühdüse an der Spritzpistole kann die gewünschte Zerstäubungsqualität eingestellt werden. Wenn die Öffnung der Düse kreisförmig ist , entsteht ein runder Spritzstrahl. Ist sie elliptisch....
Airless (übersetzt luftlos) ist ein Farbspritzverfahren, bei dem das Spritzmaterial ohne zusätzliche Luftzufuhr durch hohen Druck zerstäubt und auf die Oberfläche aufgetragen wird.
Ein Airless Spritzgerät besteht aus einer elektrischen, pneumatischen oder mit einem Verbrennungsmotor angetriebenen Hochdruckpumpe. Das Farbmaterial wird mittels Kolben oder Membran in der Pumpe in einem Hochdruckschlauch mit einem Druck bis 530 bar an die Spritzpistole gefördert. Durch Änderung des Materialdrucks und durch Änderung der Sprühdüse an der Spritzpistole kann die gewünschte Zerstäubungsqualität eingestellt werden. Wenn die Öffnung der Düse kreisförmig ist, entsteht ein runder Spritzstrahl. Ist sie elliptisch, entsteht ein flacher Spritzstrahl. Die Durchflussgeschwindigkeit einer Düse hängt von der Oberfläche der Öffnung ab. Je gestreckter die Öffnung ist, desto größer ist der Spritzwinkel.
Anwendungsgebiete: Airless wird im Handwerk (Malerhandwerk, Schreinerei oder Metallverarbeitung), im Korrosionsschutz (Brückenbau, Schiffsbau, usw.) oder in der Industrie eingesetzt. Mit dem Airlessverfahren lassen sich in kurzer Zeit große Flächen bei mäßigem Materialverbrauch bearbeiten. Besonders im Malerhandwerk lassen sich tiefporige Oberflächen schneller und leichter bearbeiten als mit klassischem Malerwerkzeug.
Farbnebel und der zusätzliche Aufwand für das Abkleben der Flächen zählen zu den Nachteilen.
Beschichtungsstoffe: Wasser- und lösemittelhaltige Lacke, Lackfarben, Öle, Trennmittel, Kunstharzlacke, PVC-Lacke, 2-K Lacke, Grundierung, Füller, Brandschutzfarben, Rostschutzfarben, Dispersion, Latexfarben, Klebstoffe, Dichtstoffe, Fassadenfarbe, Dachbeschichtungen, Bodenbeschichtungen, Silikonharzfarbe, Spachtel- und andere hochviskose Materialien.
Holz lackieren mit Heiss-Wachs
Holz lackieren mit Heiss-Wachs
Holz lackieren mit Heiss-Wachs: Zur Bearbeitung von Holzoberflächen oder Verarbeitung von zähflüssigen Schmierstoffen, z. B. für den Korrosionsschutz wird das Wachs in einem Heiss-Wachs-Verfahren mittels Sprühpistole aufgetragen. Die Vorteile sind verbesserte Ergebnisse bei der Oberflächenbeschichtung, geringer Luftverbrauch und eine schonende Materialerwärmung.
Erfahren Sie hier mehr
Holz lackieren mit Heiss-Wachs: Zur Bearbeitung von Holzoberflächen oder Verarbeitung von zähflüssigen Schmierstoffen, z. B. für den Korrosionsschutz wird das Wachs in einem Heiss-Wachs-Verfahren mittels Sprühpistole aufgetragen. Die Vorteile sind verbesserte Ergebnisse bei der Oberflächenbeschichtung, geringer Luftverbrauch und eine schonende Materialerwärmung.
Die Verwendung von Wachsen im Heiß-Wachs-Verfahren mittels Sprühpistole ist eine hochmoderne Technik, die eine präzise und effiziente Beschichtung verschiedener Oberflächen ermöglicht. Diese Methode hat sich in zahlreichen Branchen als äußerst vorteilhaft erwiesen, sei es in der Automobilindustrie, im Möbelbau, bei der Herstellung von Sportartikeln oder in anderen Bereichen, die eine hochwertige Oberflächenbehandlung erfordern.
Der Prozess beginnt mit der Vorbereitung des Wachses, das in einem speziellen Behälter erhitzt wird, bis es die optimale Viskosität erreicht. Die Sprühpistole, ausgestattet mit einer präzisen Düse, ermöglicht die gleichmäßige Zerstäubung des geschmolzenen Wachses auf die zu beschichtende Oberfläche. Die Temperatur und der Druck der Sprühpistole werden sorgfältig kontrolliert, um eine konsistente Beschichtung sicherzustellen.
Die Anwendung des heißen Wachses erfolgt in mehreren Schichten, wobei jede Schicht eine gleichmäßige und dünne Abdeckung gewährleistet. Die Sprühpistole erlaubt eine gezielte und präzise Verteilung des Wachses, wodurch eine exakte Anpassung an die Form und Struktur des Objekts möglich ist.
Einmal aufgetragen, härtet das Wachs schnell aus und bildet eine schützende Schicht auf der Oberfläche. Diese Schicht bietet nicht nur einen hervorragenden Schutz vor äußeren Einflüssen wie Feuchtigkeit, Verschleiß und Korrosion, sondern verleiht auch dem behandelten Objekt eine glatte und ästhetisch ansprechende Oberfläche. Die Verarbeitung von Wachsen im Heiß-Wachs-Verfahren mittels Sprühpistole zeichnet sich durch ihre Effizienz, Präzision und Vielseitigkeit aus. Sie ermöglicht eine hochwertige Oberflächenbehandlung in verschiedenen Industriezweigen und trägt dazu bei, Produkte mit einer ansprechenden Optik und langer Haltbarkeit zu schaffen.
Signierpistolen sind Geräte, die in verschiedenen Branchen zur Markierung und Kennzeichnung von Produkten verwendet werden. Diese Pistolen arbeiten auf einer pneumatischen Basis und nutzen spezielle Markierungsfarben oder -tinten, um auf Oberflächen wie Metall, Kunststoff, Holz oder anderen Materialien präzise und dauerhafte Kennzeichnungen anzubringen.
Signierpistolen (Automatik-Pistolen) werden unteranderem eingesetzt für die: - Randscharfe Markierung z. B. Fehlermarkierung bei Minderqualitäten z. B. bei der Metallherstellung
- Beschriftung z. B. Punkt-für-Punkt-Kennzeichnung für alphanumerische Chargennummern, oder Punkt- und Linienmarkierung: - Kleberauftrag auf Schuhsolen
- Lebensmitteldekoration z. B. Zuckerguss
Erfahren Sie hier mehr
Signierpistolen sind Geräte, die in verschiedenen Branchen zur Markierung und Kennzeichnung von Produkten verwendet werden. Diese Pistolen arbeiten auf einer pneumatischen Basis und nutzen spezielle Markierungsfarben oder -tinten, um auf Oberflächen wie Metall, Kunststoff, Holz oder anderen Materialien präzise und dauerhafte Kennzeichnungen anzubringen.
Signierpistolen (Automatik-Pistolen) werden unteranderem eingesetzt für:
Randscharfe Markierung z. B. Fehlermarkierung bei Minderqualitäten wie bei der Metallherstellung, Kunststoffrohr-Herstellung
Beschriftung z. B. Punkt-für-Punkt-Kennzeichnung für alphanumerische Chargennummern, oder Punkt- und Linienmarkierung
Kleberauftrag auf Schuhsolen
Lebensmitteldekoration z. B. Zuckerguss
Der Betrieb einer Signierpistole läuft typischerweise wie folgt ab:
Der Bediener wählt die gewünschten Markierungsparameter aus und positioniert die Pistole über der zu markierenden Oberfläche.
Durch Betätigung des Abzugs wird die Druckluft aktiviert, die die Markierungsfarbe aus der Düse sprüht.
Die Pistole wird entlang der zu markierenden Fläche geführt, wobei der Bediener die gewünschte Markierung erzeugt.
Zum Einsatz kommen spezielle Farben, Tinten, Lösemittel und Reinigungsmittel für eine Vielzahl von Kennzeichnungs- und Markierungsanwendungen. Diese haben eine chemische Verträglichkeit und die Wechselwirkung mit allen Komponenten gewährleisten einen störungsfreien Betrieb bei
– trocken bis nass
– kalt bis heiß
– dunkel bis hell
– glatt und porös
Anwendungsgebiete:
Diese Geräte sind äußerst vielseitig einsetzbar und finden Anwendung in verschiedenen Industriezweigen wie der Automobilindustrie, der Metallbearbeitung, der Verpackungsindustrie und der Elektronikfertigung. Sie ermöglichen eine schnelle und präzise Kennzeichnung von Teilen, Produkten oder Verpackungen und tragen so zur Effizienz und Identifikation in der Fertigung bei.
Düsen
Düsen
Düsen:
Die Düsen in der Spritztechnologie, sei es Airless, AirCoat, Putzspritzen oder HVLP/XVLP mit Schneckenpumpen, spielen eine entscheidende Rolle für die Qualität der Oberfläche. Sie sind neben der eigentlichen Pumpe das zentrale Element im Spritzprozess. Hier erfolgt die Zerstäubung des Materials, hier wird die Feinheit der Tröpfchenbildung im Sprühstrahl festgelegt, und hier wird abhängig von der Düsengröße die Menge des Materials gesteuert, das durch die Düsenbohrung fließt.
Erfahren Sie hier mehr
Die richtige Wahl der Düse ist ausschlaggebend für ein optimales Ergebnis. Eine präzise Düse passt die Sprühmustergröße an und ermöglicht somit eine fein abgestimmte Beschichtung. Je nach den Anforderungen an die Oberfläche und die Art des Materials werden unterschiedliche Düsengrößen verwendet. Kleinere Düsen erzeugen feinere Sprühmuster und eignen sich für detaillierte oder präzise Arbeiten, während größere eine schnellere Beschichtung großer Flächen ermöglichen.
Die Düsenform und -geometrie beeinflussen auch die Verteilung und den Druck des Sprühstrahls. Die richtige Luftkappe, die die Düse umgibt, reguliert die Luftzufuhr und beeinflusst dadurch die Zerstäubung und Verteilung des Materials.
Es ist wichtig, die Düsen regelmäßig zu warten und zu reinigen, um eine einwandfreie Funktion sicherzustellen. Verstopfte oder beschädigte Düsen können die Sprühqualität beeinträchtigen und zu ungleichmäßigen Beschichtungen führen.
Insgesamt sind die Düsen das essentielle Bindeglied zwischen der Pumpe und der Oberfläche, da sie maßgeblich darüber entscheiden, wie präzise, gleichmäßig und effizient das Material aufgetragen wird und somit die Qualität des Endprodukts maßgeblich beeinflussen.
Unter diesem Link „Wagner Düsenprospekt“ finden Sie ein Beispiel der Firma Wagner als PDF Datei um die Vielzahl der Düsen-Möglichkeiten aufzeigen zu können.
Materialpumpen
Materialpumpen
Im groben kann man Materialförderpumpen in folgende 3 Kategorien einteilen:
Erzeugerdruck:
Niederdruckpumpen 0 bis ca. 20 bar
Mitteldruckpumpen 20 bis ca. 250 bar
Hochdruckpumpen 250 bis ca. 500 bar Die obengenannten Materialförderpumpen decken die folgenden Technologien: Airspray, AirCoat / Airmix®, Airless®, Pulver, Klebstoffe und diverse professionelle Applikationen ab....
Erfahren Sie hier mehr
Im groben kann man Materialförderpumpen in folgende 3 Kategorien einteilen:
Erzeugerdruck: Niederdruckpumpen 0 bis ca. 20 bar Mitteldruckpumpen 20 bis ca. 250 bar Hochdruckpumpen 250 bis ca. 500 bar
Die obengenannten Materialförderpumpen decken die folgenden Technologien: Airspray, AirCoat / Airmix®, Airless®, Pulver, Klebstoffe und diverse professionelle Applikationen ab.
Hochdruck-Kolbenpumpen: (250 bis ca. 500 bar)
Mittels der Hochdruck-Kolbenpump wird das zu verarbeitende Material von dem Materialvorratsbehälter über die Pumpe in einen Hochdruckschlauch an die Lackierpistole gefördert. Dabei wird ein Materialdruck aufgebaut, mit welchem das Material durch die Düse an der Pistole gepresst und in kleinste Tröpfchen zerstäubt wird. Diese benetzen die Oberfläche des Werkstückes und vereinen sich zu einem geschlossenen Film. Das Förderprinzip dabei ist die Verdrängung, da der Hubkolben das zu verarbeitende Material nach dem Ansaugen in den Schlauch schiebt. Damit gehört die Kolbenpumpe zu den Verdrängerpumpen.
Aufbau: Die Kolbenpumpe besteht aus einem Zylinder, in dem sich ein Kolben befindet. Der Zylinder hat einen Zulauf mit Einlassventil (Ansaugseite) und einen Ablauf mit Auslassventil (Druckseite) damit ist sichergestellt, dass das Fördermedium nur in eine Richtung bewegt wird.
Wenn sich der Kolben vom Zugang durch die Hubbewegung entfernt, entsteht ein Vakuum bzw. ein Sog. Dadurch wird automatisch das Ventil geöffnet und das Material wird in den Zylinderraum gesogen. Wird der Kolben nun durch die Kolbenstange in die entgegengesetzte Richtung geschoben, also zum Auslass hin, wird das Verschlusselement des Auslassventils durch den Druck angehoben und das Fördermedium in den Schlauch gepresst.
Dadurch, dass nun durch die folgenden Kolbenhübe immer mehr Material angesaugt und schließlich in den Schlauch gedrückt wird, wird es auch innerhalb des Schlauches immer weiter zur Pistole gedrängt, bis es schließlich aus der Düse herausgepresst und zerteilt wird.
Eine Kolbenpumpe ist kein Dauerläufer. Sie springt nur an, wenn der Druck unter eine bestimmte Grenze fällt, wie beim Auftragen des Materials. Dann wird der erforderliche Materialdruck wieder aufgebaut und stoppt wieder, wenn der von dem Bediener vorgegebene Förderdruck erreicht ist.
Kolbenpumpen gibt in drei Antriebssystemen: elektrisch, mit Benzin betrieben oder pneumatisch.
2-Kugel-Technologie für die Versorgung mit flüssigen Materialien In einer doppeltwirkenden Kolbenpumpe (Kugel u. Sitz für das Ansaugen und Kugel u. Sitz für die Versorgung) wird, wenn der Kolben nach unten fährt, dass Saugventil den Sitz verschließen und das viskose Material wird durch die Kolbenstange aus dem „Materialkammer 2“ verdrängt.
Umgekehrt verhält es sich, wenn der Kolben dann nach oben fährt, öffnet sich das Saugventil und das Material wird in die „Materialkammer 2“ gesaugt. Das Kolbenventil (kleine Kugel) schließt dabei und das Material wird aus der Materialkammer 1 angesaugt.
Einsatzgebiet: unterschiedliche Airless Applikationen wie z. B. Möbel und Holzverarbeitung, Metallbearbeitung, Bau- und Landmaschinen Beschichtung, Werkzeugmaschinen, Container, Transportmaschinen.
Zahnrad-Technologie: (0 bis ca. 20 bar) Ein von einem Motor angetriebenes Antriebsrad dreht ein Laufrad in die entgegengesetzte Richtung. Durch das Drehen der Zahnräder wird die Flüssigkeit zwischen der Gehäusebohrung und der Außenseite der Zahnräder von der Einlassseite der Pumpe zur Auslassseite befördert.
Dabei ist zu beachten, dass sich die gepumpte Flüssigkeit um die Zahnräder herum und nicht zwischen den Zahnrädern bewegt. Die sich drehenden Zahnräder fördern ständig neue Flüssigkeit von der Saugseite (Einlassseite) zur Druckseite (Auslassseite) der Pumpe.
Membran-Technologie: (20 bis ca. 250 bar) Doppelt-Membranpumpen / Verdrängerpumpen sind elektrische oder pneumatische Pumpen (Druckluft als Antrieb) zur Erzeugung von niedrigen Förderdrücken. Zum Pumpen der Flüssigkeit wird eine Hubbewegung einer Teflonmembran mit verschiedenen Ventilen (Rückschlagventile, Drosselventile, Klappenventile oder eine andere Ausführung von Absperrventilen) auf beiden Seiten der Membran verwendet. Diese Hubbewegung drückt Flüssigkeit aus einer der Kammern in den Auslassverteiler, während die andere Materialkammer durch den Einlassverteiler gefüllt wird. Bei der nächsten Hubbewegung wird die zuvor gefüllte Kammer entleert und die erste Kammer gefüllt. Die schnellen Hubbewegungen sorgen dafür, dass die Pulsation geringgehalten wird. Einsatzgebiet: Dieser Pumpentyp eignet sich für Grundierungen, Decklacke und Trennmittel.
Quatro-Technologie: Bei der Quatro Technologie wird mittels eines Kolbens, der über zwei Materialkammern mit exakt dem gleichen Volumen läuft, durch Auf- und Abwärtsbewegung eine hohe Strömungsgeschwindigkeit ohne Pulsation erzeugt. Diese Pumpen erfüllen die hohen Leistungs- und Lebensdaueranforderungen der Automobilindustrie. Sie werden als Nieder- oder Hochdruckpumpen gebaut.
Umschaltmotor- Technologie: Diese Technik wird bei Druckluftmotoren eingesetzt. Der Umschaltmotor hat 2 Kammern, in denen ein Pumpenkolben auf und ab bewegt wird. Während die eine Kammer geleert wird, füllt sich die anderen und umgekehrt. Eignet sich für hohe Ausbringmengen, dabei wird der Pulsationseffekt weitestgehend vermieden.
Dachmanschetten-Dichtung an Pumpen für hochviskose Materialien: Diese sind Pumpen Systeme, die mit Mehrschichtdichtungen ausgerüstet sind. Die Materialien der Mehrschichtdichtungen richtet sich nach den eingesetzten zu förderndem Material z. B. Leder, PE, PU, PTFE-Graphit, PTFE und sind daher sehr geeignet für abrasive Materialien. Sie zeichnen sich durch eine lange Lebensdauer aus, dass die Dichtungen wiederholt nachgezogen werden können.
Materialdruckgefäß
Materialdruckgefäß
Material-Druckgefäße:
Material-Druckgefäße werden eingesetzt, um einen pulsationsfreien und ungehinderten Materialfluss bei der Applikation zu gewährleisten. Die Materialdruckgefäße können mit mehreren Funktionen ausgestattet werden wie z. B. optische oder elektronische Füllstandsanzeige, pneumatisches oder elektrisches Rührwerk, Heizmanschetten und weiteren.
Doppelwandige Behälter eignen sich auch für zum Heizen oder Kühlen. Bei doppelwandigen Behältern wird das Betriebsmedium im Innenraum des Behälters durch einen Außenraum mit Heiz- bzw. Kühlmittel umströmt, um eine optimale Verarbeitungstemperatur zu gewährleisten. Durch stetiges Rühren wird ...
Erfahren Sie hier mehr
Material-Druckgefäße werden eingesetzt, um einen pulsationsfreien und ungehinderten Materialfluss bei der Applikation zu gewährleisten. Die Materialdruckgefäße können mit mehreren Funktionen ausgestattet werden wie z. B. optische oder elektronische Füllstandsanzeige, pneumatisches oder elektrisches Rührwerk, Heizmanschetten und weiteren.
Doppelwandige Behälter eignen sich auch für zum Heizen oder Kühlen. Bei doppelwandigen Behältern wird das Betriebsmedium im Innenraum des Behälters durch einen Außenraum mit Heiz- bzw. Kühlmittel umströmt, um eine optimale Verarbeitungstemperatur zu gewährleisten. Durch stetiges Rühren wird bewirkt, dass das Temperaturniveau des Betriebsmediums konstant bleibt. Zur Prozessüberwachung kann Füllstands- und Temperaturmesstechnik integriert werden.
Neuste modulare Materialdruckbehälter erlauben eine flexible Integration in bestehende Produktionsketten. Die Edelstahl-Behälter sind konstruktiv als Baukastensystem vorbereitet, so dass eine Vielzahl optionaler Anbauten wie z. B. Rührwerke, Füllstandsmesstechnik, Deckelheber problemlos möglich sind.
Auch sind Sonderbehälter bis 2.000 Liter nach Kundenspezifikationen (zusätzliche Muffen, Bohrungen, Schauglas, Heizmanschetten, etc.) in der Herstellung möglich.
Wichtig:
Bei jedem Druckgerät nach der EG-Druckgeräterichtlinie 2014/68/EU und ggf. der Druckgeräteverordnung (14. GSGV) handelt es sich um eine überwachungspflichtige Anlage im Sinne der Betriebssicherheitsverordnung (BetrSichV). Druckgeräte im Sinne der BetrSichV unterliegen vorgeschriebenen Prüfungen am Aufstellungsort, vor der Inbetriebnahme, während des Betriebes sowie nach Umrüstung und Instandsetzung. Diese müssen regelmäßig durch eine Prüfstelle überwacht werden. Nach Abschluss der Prüfung durch die Prüfstelle wir eine Prüfplakette vergeben und ein Protokoll der Überprüfung ausgehändigt.
Anwendungsgebiete: Generell für sämtliche Airspray Technologien geeignet: Konventionell, Mitteldruck, HVLP sowie HVLP Plus.
Materialvorratsbehälter
Materialvorratsbehälter
Materialvorratsbehälter, auch als Farbmischbehälter bekannt, spielen eine bedeutende Rolle in der Industrie, insbesondere wenn es darum geht, den Tagesbedarf aus verschiedenen kleineren Behältern zusammenzuführen oder als Zwischenbehälter zu fungieren, wenn beispielsweise das direkte Arbeiten aus einem IPC-Behälter nicht möglich ist. Diese Behälter sind speziell konzipiert, um eine effiziente Handhabung und Lagerung von Materialien zu ermöglichen.
Erfahren Sie hier mehr
Ein charakteristisches Merkmal vieler Materialvorratsbehälter ist ihre Vielseitigkeit in der Konstruktion. Einige sind mit einem schrägen Boden ausgestattet, der das Ausgießen und Entleeren erleichtert, während andere ein integriertes Rührwerk haben, um eine gleichmäßige Konsistenz des Materials sicherzustellen. Zudem verfügen viele dieser Behälter über aufklappbare Deckel, die bis zu einem Drittel geöffnet werden können, was den Zugang zum Inhalt erleichtert und das Befüllen sowie Reinigen vereinfacht. Ein Bodenventil ermöglicht eine präzise Dosierung und Abgabe des Materials.
Diese Behälter finden insbesondere Anwendung bei niedrig- bis mittelviskosen Flüssigkeiten. Lacke, Farben, Klebstoffe, Öle und andere vergleichbare Materialien können in diesen Behältern effizient gelagert, gemischt und dosiert werden, um den Anforderungen verschiedener Industriezweige gerecht zu werden. Ihre Funktionalität und ihr Design machen sie zu unverzichtbaren Werkzeugen in Produktionsumgebungen, in denen eine präzise Handhabung und Lagerung von Flüssigkeiten erforderlich ist.
Die Verwendung von Materialvorratsbehältern bzw. Farbmischbehälter trägt nicht nur zur Organisation und Effizienz in Produktionsprozessen bei, sondern gewährleistet auch die Einhaltung von Vorschriften und Standards, die den direkten Gebrauch bestimmter Behälter untersagen. Ihre vielfältigen Funktionen und die Anpassungsfähigkeit an unterschiedliche Arbeitsumgebungen machen sie zu einem unentbehrlichen Bestandteil in der industriellen Materialhandhabung.
Rührer
Rührer
Rührer:
Rührer bestehen aus einem Rührwerk und einem Rührorgan.
Rührwerke werden in Hand-, Druckluft- und elektrische Rührwerke unterschieden und dienen mittels Rührorgan zum Aufrühren, Erhaltungsrühren, Homogenisieren und Vermischen von niedrig viskosen (dünnflüssig) bis hoch viskosen (dickflüssigen) Materialien. Dabei ist zu beachten, welche Scherempfindlichkeit (keine, gering, hoch), Festkörperanteile und Rheologie (Verformungs- und Fließverhalten) das aufzurührende Material besitzt, um ein optimale Rührergebnis zu erzielen. Beim Rühren müssen von der technischen Seite folgende Parameter beachtet werden: Drehzahl, Leistung, Drehmoment
Geometrie des Rührorganes, Anzahl der Rührflügel
Schaftdurchmesser Arten der Rührantriebe:
- Elektrogetrieberührwerk (für den Dauerbetrieb geeignet)
für hochviskose Materialien, wenig Verschleiß, energiearmes Arbeiten möglich, höheres Drehmoment möglich, ATEX konform oder nicht, Frequenzumrichter möglich
Erfahren Sie hier mehr
Rührer bestehen aus einem Rührwerk und einem Rührorgan.
Rührwerke werden in Hand-, Druckluft- und elektrische Rührwerke unterschieden und dienen mittels Rührorgan zum Aufrühren, Erhaltungsrühren, Homogenisieren und Vermischen von niedrig viskosen (dünnflüssig) bis hoch viskosen (dickflüssigen) Materialien. Dabei ist zu beachten, welche Scherempfindlichkeit (keine, gering, hoch), Festkörperanteile und Rheologie (Verformungs- und Fließverhalten) das aufzurührende Material besitzt, um ein optimale Rührergebnis zu erzielen.
Beim Rühren müssen von der technischen Seite folgende Parameter beachtet werden:
Drehzahl, Leistung, Drehmoment
Geometrie des Rührorganes, Anzahl der Rührflügel
Schaftdurchmesser
Arten der Rührantriebe:
– Elektrogetrieberührwerk (für den Dauerbetrieb geeignet) für hochviskose Materialien, wenig Verschleiß, energiearmes Arbeiten möglich, höheres Drehmoment möglich, ATEX konform oder nicht, Frequenzumrichter möglich
– Druckluftrührwerk z. B. Kreis-/Radialkolbenmotor (bedingt für den Dauerbetrieb geeignet) 50 % weniger Luftverbrauch als Lamellenmotor, geeignet bis 300 1/min, geringer Verschleiß, höheres Drehmoment möglich
– Druckluftgetrieberührwerk z. B. Lamellenmotor (nicht für den Dauerbetrieb geeignet) wird in verschiedenen Größen, Drehmomenten und als schlanke Bauweise produziert
– Handrührwerk für Materialien, die nicht durchgehend in Bewegung sein müssen
Anwendungsgebiet:
Prozess: z.B. suspendieren, dispergieren, homogenisieren oder zur Wärmeübertragung
Rührorgane:
Rührorgane sind Bestandteil des Rührwerkes und können je nach Anwendungsfall gewechselt werden. Dies kann mit der gesamten Welle, aber auch nur als Rührorgan sein.
Der Anwendungsfall (hoher Leistungsauftrag oder einen schonenden Prozess) definiert das Rührorgan:
Propeller-Rührorgane:
Flüssigkeiten mit niedriger Viskosität, hohe Umwälzung, niedriger Leistungseintrag,
Blatt-Rührorgane: Flüssigkeiten mit niedriger bis mittlerer Viskosität
Schrägblatt-Rührorgane: zum Vermischen von Flüssigkeiten, hoher Leistungseintrag
Becher-Rührorgane: Flüssigkeiten mit niedriger bis mittlerer Viskosität, schonender Rührvorgang bei niedriger Drehzahl, kaum Lufteinzug und Schaumbildung
Scheiben-Rührorgane: Flüssigkeiten mit niedriger bis mittlerer Viskosität
Gitter-Rührorgane: Zum Vermischen von Flüssigkeiten geeignet (nicht Ex-Bereich geeignet)
Klapp-Rührorgane: Flüssigkeiten mit niedriger bis mittlerer Viskosität; für Behälter mit kleiner Öffnung (z.B. IBC)
Farbmischbehälter
Farbmischbehälter
Farbmischbehälter sind in der Industrie unverzichtbare Vorratsbehälter, die entweder dazu dienen, den Tagesbedarf aus mehreren kleineren Behältern zusammenzuführen oder als Zwischenbehälter eingesetzt werden, wenn beispielsweise das direkte Arbeiten aus einem IPC-Behälter nicht gestattet ist. Ihre vielseitige Funktionalität und präzise Konstruktion machen sie zu einem wichtigen Bestandteil vieler industrieller Prozesse.
Erfahren Sie hier mehr
Diese Behälter sind darauf ausgelegt, eine effiziente Handhabung und Lagerung von Materialien zu gewährleisten. Typischerweise verfügen Farbmischbehälter über verschiedene Merkmale, die ihre Funktionalität erhöhen. Einige Modelle sind mit einem schrägen Boden ausgestattet, der das Ausgießen und Entleeren des Behälters erleichtert. Ein integriertes Rührwerk sorgt für eine gleichmäßige Durchmischung des Materials und trägt zur Homogenität bei.
Der aufklappbare Deckel, der bis zu einem Drittel geöffnet werden kann, ermöglicht einen einfachen Zugang zum Behälterinneren, was das Befüllen, Mischen und Reinigen erleichtert. Zudem ist häufig ein Bodenventil integriert, das eine präzise Dosierung und Abgabe des Materials ermöglicht, wodurch eine genaue Steuerung des Flüssigkeitsflusses gewährleistet wird.
Die Verwendung von Farbmischbehältern trägt maßgeblich zur Organisation und Effizienz in Produktionsprozessen bei. Ihre Vielseitigkeit und Anpassungsfähigkeit an verschiedene Arbeitsumgebungen machen sie zu unverzichtbaren Werkzeugen in der industriellen Materialhandhabung. Die präzise Konstruktion dieser Behälter gewährleistet nicht nur eine sichere Aufbewahrung und Handhabung von Flüssigkeiten, sondern auch die Einhaltung von Vorschriften und Standards in sensiblen Arbeitsumgebungen.
2K-/3K-Mischanlagen
2K-/3K-Mischanlagen
2K-/3K-Mischanlagen:
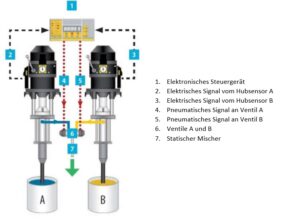
Funktionsweise einer 2K-Anlage Grundsätzliche Funktion Die 2K-Alage besteht aus einer Pumpe für Stammlack (A-Komponente) und einer Pumpe für Härter (B- Komponente). Volumenzähler in der Anlage messen die Fördermenge der Komponenten A und B und senden ein Signal an ein elektronisches Steuergerät. Das System steuert automatisch ein Einspritzventil an, das die Komponente B entsprechend dem eingestellten Mischverhältnis präzise dosiert. In einem Statikmischer werden die A und B Komponenten miteinander vermischt. In der Regel gibt es eine Spülpumpe, die den Bereich, in dem sich gemischtes Material befunden hat, mit einer vordefinierten Menge an Spülmittel reinigt.
Erfahren Sie hier mehr
Funktionsweise einer 2K-Anlage
Grundsätzliche Funktion
Die 2K-Alage besteht aus einer Pumpe für Stammlack (A-Komponente) und einer Pumpe für Härter (B- Komponente). Volumenzähler in der Anlage messen die Fördermenge der Komponenten A und B und senden ein Signal an ein elektronisches Steuergerät. Das System steuert automatisch ein Einspritzventil an, das die Komponente B entsprechend dem eingestellten Mischverhältnis präzise dosiert. In einem Statikmischer werden die A und B Komponenten miteinander vermischt.
In der Regel gibt es eine Spülpumpe, die den Bereich, in dem sich gemischtes Material befunden hat, mit einer vordefinierten Menge an Spülmittel reinigt.
Bei einer 3K-Anlage wird die 3 Komponente z.B. ein Verdünnungsmittel oder ein Beschleuniger mit einer dritten Pumpe in das Material zugemischt.
Grundsätzlicher Aufbau von 2K-Anlagen
Man unterscheidet 2K-Anlagen in verschiedene Druckbereiche z.B. in Niederdruck bis ca. 8 bar, Mitteldruck bis ca. 250 bar und Hochdruck bis ca. 500 bar. Der Druckbereich hängt in der Regel von den Zuführpumpen bzw. vom verwendeten Applikationssystem ab.
Beim Messprinzip wird wiederum unterschieden, ob sich der Volumenzähler im oderaußerhalb des Farbstromes befindet.
Bei den „im Farbstrom“ befindlichen Sensoren gibt es 2 gängige Ausführungen. Die Zahnrad- Messzelle und den Massendurchflussmesser (Coriolis-Sensor).
Der Vorteil der Zahnrad-Messzelle ist, dass diese preisgünstiger als der Massendurchflussmesser ist. Ein Nachteil stellt das mögliche Verstopfen (Blockieren) durch das sie durchfließende Medium dar.
Beim Massendurchflussmesser (Coriolis-Sensor) spricht man von einem berührungslosen Messprinzip. Das Material durchströmt zwar den Sensor, aber es wird nur ein Rohrbogen durchströmt, der durch Aktoren in Schwingungen versetzt wird. Ein Verstopfen durch das Medium ist nicht möglich. Dadurch werden Stillstandzeiten der 2K-Anlage weites gehend vermieden. Der Nachteil ist ein höherer Preis und eine Mindestmenge, die pro Zeiteinheit abgenommen werden muss (Schleichzeit).
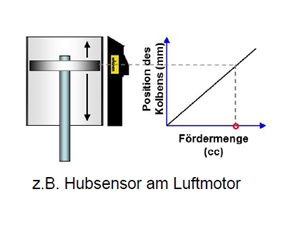
Bei dem Messprinzip, bei welchem sich der Volumenzähler außerhalb des Farbstromes befindet, wird der Hub des Luftmotors bzw. des Materialkolbens gemessen.
Dieses Prinzip hat den Vorteil, dass kein Medium den Volumenzähler verstopfen (blockieren) kann, aber das Material nicht direkt, sondern nur indirekt gemessen wird.
Voraussetzung dieser Methode: Man geht davon aus, dass das Hydraulikteil der Pumpe zu 100% mit Material gefüllt ist. Dies wir durch verschiedene Rechenschritte (Kolbengeschwindigkeit usw.) überwacht.
Wie eine „Elektronische 2K-Anlage“ konfiguriert und mit Zubehör ausgestattet wird, richtet sich sehr stark nach dem jeweiligen Anwendungsfall und den Kunden-Bedürfnissen.
Eine Beratung zu Ihrem Anwendungsfall und zu Ihren Bedürfnissen sollten Sie daher in Anspruch nehmen.
Aus der daraus entstehenden Vielzahl von unterschiedlichsten Spezifikationen der unten genannten Geräte werden z. B. Zwei- Komponenten Dosier- und Mischsysteme individuell auf die Kundenanforderung zusammengestellt.
Mögliche Zubehör-Komponenten die bei 2K-/3K-Anlage in der Regel verbaut werden:
Behälter für die Materialbereitstellung:
Farbmischbehälter
Materialdruckbehälter (mit oder ohne Doppelwandung für Heizen / Kühlen)
Auffangwanne und Deckelheber
Geräte für die Aufbereitung des Materials:
Rührwerk inkl. Rührorgan
Materialerhitzer
Pumpen für die Materialförderung:
Kolbenpumpen oder Membranpumpen (für die Materialförderung)
Kolbenpumpen für das Spülsystem
Materialschlauch / Luftschlauch / Schlauchpaket
Farb-Heizschlauch (BLO exklusiv)
Heizschlauch für Zerstäuberluft (BLO exklusiv)
Steuergerät und Dosiereinheit:
Materialdruckregler
Schaltschrank
Dosiereinheit für variable Mischungsverhältnisse
Farbwechsler
Spritzpistolen für den Materialauftrag:
Luftzerstäubende Spritzpistole
Airless / AirCoat®/ Airmix®
Elektrostatik
Geräte zum Arbeitsschutz:
Spritzwände
Spritstände
Lackierkabinen
Farb-Heizschlauch
Farb-Heizschlauch
Der BLO Farb-Heizschlauch ist ein innovatives Instrument in der Beschichtungsbranche, das dazu dient, Beschichtungsmaterialien durch einen im Schlauch eingebetteten Heizleiter zu erwärmen. Dieser Heizschlauch ermöglicht eine präzise Temperaturregelung und -messung entlang der gesamten Länge des Heizleiters, im Gegensatz zu punktuellen Messungen. Der Aufbau dieses Heizschlauchs ist auf Effizienz und Genauigkeit ausgelegt. Ein spezieller Heizleiter liegt innerhalb des Materialschauchs und ist so konzipiert, dass er eine...
Erfahren Sie hier mehr
gleichmäßige Wärmeabgabe gewährleistet. Diese Wärmequelle erhitzt das fließende Beschichtungsmaterial auf eine kontrollierte und konstante Temperatur, was eine verbesserte Viskosität und somit eine bessere Sprühqualität ermöglicht.
Ein wesentlicher Vorteil des BLO Farb-Heizschlauchs liegt in der Temperaturmessung entlang der gesamten Länge des Heizleiters. Dies gewährleistet eine gleichmäßige Wärmeverteilung und ermöglicht eine präzise Steuerung der Beschichtungstemperatur, was wiederum die Qualität und Konsistenz der aufgetragenen Beschichtung verbessert.
Der BLO Farb-Heizschlauch ist in verschiedenen Varianten erhältlich, die den Anforderungen unterschiedlicher Anwendungen gerecht werden. Diese Varianten decken sowohl den Hochdruckbereich (250 bar) als auch den Niederdruckbereich (20 bar) ab. Die verfügbaren Längen reichen von 3 bis 60 Metern, und die Durchmesser reichen von DN6 bis DN19. Die Heizleistungen variieren von 300 W / 230 V bis 4,4 kW / 400 V, um eine breite Palette von Beschichtungsmaterialien effizient zu erwärmen.
Diese Vielfalt an Optionen ermöglicht es, den BLO Farb-Heizschlauch an verschiedene Arbeitsumgebungen und Anwendungen anzupassen. Von kleinen bis hin zu großflächigen Projekten, von niedrig- bis hochviskosen Materialien – die verschiedenen Varianten bieten Flexibilität und Leistungsfähigkeit für diverse Beschichtungsanforderungen.
Insgesamt ist der BLO Farb-Heizschlauch ein wichtiges Instrument in der Beschichtungsindustrie, das durch seine präzise Temperaturregelung, gleichmäßige Wärmeverteilung und Vielseitigkeit in der Anwendung zur Verbesserung der Beschichtungsprozesse beiträgt.
Der BLO Luft-Heizschlauch ist ein technisches Hilfsmittel, das in der Beschichtungsindustrie verwendet wird, um Material und/oder Zerstäuberluft mithilfe von Wärme zu konditionieren. Durch die gezielte Erwärmung wird die Viskosität des Materials verändert, was zu einer Reduzierung von Overspray und anderen Vorteilen während des Spritzprozesses führt. Die Vorteile des Luft-Heizschlauchs sind vielfältig und spielen eine entscheidende Rolle in der Optimierung des Beschichtungsprozesses:
Erfahren Sie hier mehr
1. **Verhinderung des Auskühlens des Spritzkopfes:** Durch den Luft-Heizschlauch wird vermieden, dass der Spritzkopf während des Luft- und Airmix-Spritzens auskühlt. Dadurch bleibt die Farbe im Spritzkopf auf konstanter Temperatur, was eine Viskositätserhöhung durch Abkühlung verhindert.
2. **Reduzierung von Luftdruck und -menge:** Die gezielte Wärmezufuhr ermöglicht eine Reduzierung des benötigten Luftdrucks und der Luftmenge. Dies führt zu einer Verringerung des Oversprays, minimiert die Rückprallwirkung und senkt die Kosten für Druckluft.
3. **Verbesserung der Farbviskosität und -verarbeitung:** Der Luft-Heizschlauch reduziert die Viskosität der Farben im Spritzkopf. Das hat mehrere positive Effekte wie die Reduzierung der erforderlichen Verdünnungszugabe, verringert die Gefahr von Läufern und verbessert die Deckfähigkeit. Zudem ermöglicht es höhere Schichtstärken und die Verarbeitung festkörperreicher Farben. Auch die Trocknungszeit verkürzt sich.
Insgesamt bietet der BLO Luft-Heizschlauch eine Reihe von Vorteilen, die den Beschichtungsprozess optimieren. Von der Reduzierung von Overspray und Rückprallwirkung bis hin zur verbesserten Farbviskosität und Trocknungsgeschwindigkeit trägt er maßgeblich zur Effizienz, Qualität und Kostenersparnis bei verschiedenen Beschichtungsanwendungen bei. Seine vielfältigen Vorteile machen ihn zu einem wertvollen Instrument in der Beschichtungsbranche.
Materialerhitzern
Materialerhitzer sind technische Geräte, die als Material-Durchflusserhitzer konzipiert sind. Ihr Aufbau ermöglicht es, flüssige Materialien mithilfe eines Wärmetauschers und elektrischer Heizelemente zu erwärmen. Diese Erhitzer finden Einsatz insbesondere bei einem Betriebsdruck von bis zu 500 bar und einer maximalen Temperatur von 85 °C.
Die Anwendung von Materialerhitzern ist zweigeteilt und zielt auf die Optimierung von Beschichtungsprozessen ab. Zum einen ermöglichen sie eine Veränderung der Viskosität des
Erfahren Sie hier mehr
Materials. Die Erhöhung der Temperatur führt zu einer Viskositätsverringerung, was die Handhabung und Sprühqualität des Materials verbessert.
Zum anderen beeinflussen Materialerhitzer die Zerstäuberluft. Insbesondere bei Verfahren wie Airmix oder Airless-Sprayverfahren reduzieren sie die Trockenzeit des aufgetragenen Materials erheblich. Dies führt zu einer höheren Beschichtungsqualität und einer effizienteren Anwendung dieser Zerstäubungsverfahren.
Parallel zu den Materialerhitzern existieren auch Heiz- und Kühlmantelbehälter, die in der Beschichtungsindustrie eingesetzt werden. Diese doppelwandigen Materialdruckbehälter sind in verschiedenen Volumina von 4 bis 1.000 Litern erhältlich. Sie bieten die Möglichkeit, temperaturempfindliche Materialien unter optimalen Bedingungen zu verarbeiten. Die maximalen Betriebsdrücke variieren je nach Temperatur zwischen 4,5 / 2,5 bar bei 100°C und 6,0 / 3,0 bar bei 50°C.
Des Weiteren werden Heizmanschetten oder Heizmäntel von einigen Herstellern als Zubehör für Materialdruckgefäße oder Farbmischgefäße angeboten. Diese dienen dazu, die Temperatur von Behältern zu regulieren und so die optimale Verarbeitung von Materialien zu gewährleisten.
Die Anwendung von Materialerhitzern, Heiz- und Kühlmantelbehältern sowie Heizmanschetten spielt eine entscheidende Rolle in der Beschichtungsindustrie. Durch die gezielte Erwärmung von Materialien und Behältern wird die Viskosität verändert, die Trockenzeit reduziert und die Qualität der Beschichtungsverfahren insgesamt verbessert. Diese technologischen Hilfsmittel tragen maßgeblich zur Effizienz und Präzision der Beschichtungsprozesse bei und ermöglichen die Verarbeitung temperaturempfindlicher Materialien unter optimalen Bedingungen.
Atemschutz
Atemschutz
Atemschutz bei der Oberflächenbeschichtung: Atemschutzgeräte gehören zur persönlichen Schutzausrüstung und schützen den Träger vor Einatmen von Schadstoffen aus der Umgebungsatmosphäre oder vor Sauerstoffmangel. Hinweis auf die: DGUV Regel 109-013 / 3.2.2 Schutzmaßnahmenkonzept für Spritzlackierarbeiten – Lackaerosole. Generell gilt bei allen Arbeiten: erst müssen alle Gefahrstoffe und die Schutzstufe ermittelt werden, erst dann kann die richtige Schutzausrüstung (PSA) gewählt werden. Die Informationen für die Schutzstufe findet man z. B. in den Sicherheitsdatenblätter, die Angaben der Zusammensetzung und Kennzeichnung von Gefahrstoffen und den darin enthaltenden Empfehlungen für die persönliche Schutzausrüstung. or Auswahl und Einsatz von Atemschutzgeräten ist durch den Unternehmer eine Gefährdungsbeurteilung durchzuführen. Dabei werden folgende Atemanschlüsse unterschieden: Vollmasken, Halbmasken, Viertelmasken,
Mundstückgarnituren
Atemschutzhauben, Atemschutzhelme und...
Erfahren Sie hier mehr
Atemschutz bei der Oberflächenbeschichtung:
Atemschutzgeräte gehören zur persönlichen Schutzausrüstung und schützen den Träger vor Einatmen von Schadstoffen aus der Umgebungsatmosphäre oder vor Sauerstoffmangel.
Hinweis auf die: DGUV Regel 109-013 / 3.2.2 Schutzmaßnahmenkonzept für Spritzlackierarbeiten – Lackaerosole.
Generell gilt bei allen Arbeiten: erst müssen alle Gefahrstoffe und die Schutzstufe ermittelt werden, erst dann kann die richtige Schutzausrüstung (PSA) gewählt werden. Die Informationen für die Schutzstufe findet man z. B. in den Sicherheitsdatenblätter, die Angaben der Zusammensetzung und Kennzeichnung von Gefahrstoffen und den darin enthaltenden Empfehlungen für die persönliche Schutzausrüstung.
Vor Auswahl und Einsatz von Atemschutzgeräten ist durch den Unternehmer eine Gefährdungsbeurteilung durchzuführen.
Dabei werden folgende Atemanschlüsse unterschieden:
Atemschutzhauben, Atemschutzhelme und Atemschutzanzüge,
Atemschutzanzug mit Atemluftversorgung
Bei Filterpatronen und Masken muss man die begrenzte Lebensdauer beachten, daher müssen diese rechtzeitig ausgetauscht werden, um wirksam schützen zu können.
Bei Kohlefiltern, die aus der Originalverpackung entnommen werden, muss beachtet werden, dass diese direkt verwendet werden. Diese können sich bei unsachgemäßer Lagerung (ausgepackte Filter) mit Lösemittel an der Luft sättigen und sind damit nicht mehr für einen Einsatz geeignet.
Absaugtechnik
Absaugtechnik
Absaugtechnik:
Treten luftgetragene Gefahrstoffe in der Atemluft an Arbeitsstädten von Beschäftigten auf, sind diese mit geeigneten Maßnahmen und technischen Lösungen auf ein ungefährliches Maß zu reduzieren. Als Industrielle Absaugtechnik Standard-Lösungen kommen hier bei der Beschichtungstechnik Absaugwände, Absaugstände und Absaugtische mit Trocken- oder Nassabscheidung zum Einsatz. Absaugen bedeutet, einen Luftstrom in eine geeignete Richtung, Volumen und Geschwindigkeit, die Gefahrstoffe aus dem Atembereich der Beschäftigten entfernt. Dies sollte über ein entsprechendes Erfassungselement (z. B. Absaugwand, -tisch) in einem Rohrsystem erfolgen, damit die Gefahrstoffe auf verschiedene Arten gefahrlos entsorgt werden können. Dabei müssen die unterschiedlichen Eigenschaften der Stoffe beachtet werden.
Bei thermischen Prozessen wie z. B. beim....
Absaugen bedeutet, einen Luftstrom in eine geeignete Richtung, Volumen und Geschwindigkeit, die Gefahrstoffe aus dem Atembereich der Beschäftigten entfernt. Dies sollte über ein entsprechendes Erfassungselement (z. B. Absaugwand, -tisch) in einem Rohrsystem erfolgen, damit die Gefahrstoffe auf verschiedene Arten gefahrlos entsorgt werden können. Dabei müssen die unterschiedlichen Eigenschaften der Stoffe beachtet werden.
Bei thermischen Prozessen wie z. B. beim Schweißen werden die freigesetzten Stoffe mit dem Thermikstrom nach oben getragen.
B. Lösemittel können schwerer sein als Luft und sinken damit nach unten.
Auch muss man die Freisetzungsgeschwindigkeiten differenzieren, die bei thermischen Prozessen eher langsam (z. B. beim Schweißrauch: 0,3 – 05 m/s) und bei mechanischen Bearbeitungsvorgängen auch sehr hoch sein können (z. B. Schleifarbeiten mehrere m/s).
Diese Eigenschaften müssen bei der Auswahl der Erfassungselemente für Absaugsysteme berücksichtig werden. Eine effektive Absaugung kann nur erfolgen, wenn die Freisetzungs- oder Emissionsquelle innerhalb des Erfassungselementes sich befindet. Daher kommt dem Anwender eine sehr entscheidenden Rolle beim Einsatz der Absaugung zu.
Betreiben und Prüfen von Absauganlagen:
Vor der Inbetriebnahme einer Absauganlage ist eine Prüfung der Explosionssicherheit durchzuführen (technische Prüfung & Ordnungsprüfung durch befähigte Person).
Jährlich ist eine Funktionsprüfung der Anlage durchzuführen.
Alle 3 bzw. 6 Jahre ist eine technische bzw. technische + Organisationsprüfung durch eine befähigte Person durchzuführen. (Diese Prüfungen können von uns vermittelt werden.)
Für den sicheren Betrieb und der Vermeidung von gesundheitlichen Risiken gibt es unter anderem folgende Normen und Regeln: (Auflistung nicht vollständig)
Maschinenrichtlinie 2006/42/EG
DGUV 209 046 Lackierräume und -einrichtungen für flüssige Beschichtungsstoffe; bauliche Einrichtungen, Brand und Explosionsschutz, Betrieb; Stand August 2016
EN 16985:2019 Lackierkabinen für organische Beschichtungsstoffe Sicherheitsanforderung
Trockenabscheidung Bei Trockenabscheidung werden die Partikel durch angepasste Filtermatten abgeschieden. Als Filtersysteme kommen Mehrschichtfilter (z. B. 8 Lagen Papier mit z. T. dahinterliegenden Synthetik Vliesmatte), Filterboxen (z. B. edrizzi-Boxen), Faltkarton-Volumen-Vorfilter (z. B. Andreae-Filter) oder Glasfasermatten mit Labyrinth-Vorfilterblechen in Frage.
Nassabscheidung Bei den wasserbefluteten Absauganlagen werden die Partikel in einen Wasservorhang gespritzt und durch Koagulierungsmittel zum Aufschwimmen oder Absinken veranlasst. Der dadurch entstehende Lackschlamm kann mit einem Austragegerät ausgetragen werden.
Vor- und Nachteile der beiden Systeme sind vielfältig und sind abhängig von den Anwendungsgebieten. Grob zusammengefasst kann man aber feststellen:
Trockenabscheidung spart Energie und Kosten durch ressourcenarmes Filtermaterial (kann z. B. aus Altpapier hergestellt werden), Lackpartikel fallen trocken und nicht mit Wasser gemischt an. Je nach Entsorgungsart werden benutzte Filtermatten als „Restmüll“ eingestuft (entsprechend kostengünstig).
Bei der Nassabscheidung benötigt man die Ressource Wasser, die ein Wachstum von Keimen und Schimmelpilzen unterstützt, daher müssen die Vorschriften gemäß 42. BImSchV Legionellen-verordnung eingehalten werden. Diese Technik hat eine deutlich höhere Lärmbelastung und bedarf höherer Investitionskosten für die Anlage.
In unserer BLO-Manufaktur oder direkt beim Kunden bieten wir Instandsetzungen,
Wartungen,
TÜS
nach
Richtlinien der Berufsgenossenschaft (BGV D15) von Beschichtungsanlagen an. Gerne
liefern wir
Ihnen
auch die Ersatz- und Verschleißteile der Markenhersteller.
Wir beraten Sie auch bei der Planung, Installation und Inbetriebnahme von neuen Beschichtungsanlagen und bei Absaugeinrichtungen.
Jetzt anfragen
Wählen Sie zwischen unsere Industrial-Line oder Smartspray Technologie
Mit der BLO INDUSTRIAL-LINE erhalten Sie ausschließlich das Beste vom Markt. Für eine
zusätzliche höhere Effizenz empfehlen wir Ihnen Produkte der BLO SMARTSPRAY Technologie.
Nehmen Sie jetzt Kontakt auf!
Gerne beraten wir Sie und stellen ein individuelles Angebot zusammen.
Nutzen Sie dazu das Kontaktformular oder rufen Sie am besten gleich an:
Um dir ein optimales Erlebnis zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn du diesen Technologien zustimmst, können wir Daten wie das Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Wenn du deine Zustimmung nicht erteilst oder zurückziehst, können bestimmte Merkmale und Funktionen beeinträchtigt werden.
Funktional Immer aktiv
Die technische Speicherung oder der Zugang ist unbedingt erforderlich für den rechtmäßigen Zweck, die Nutzung eines bestimmten Dienstes zu ermöglichen, der vom Teilnehmer oder Nutzer ausdrücklich gewünscht wird, oder für den alleinigen Zweck, die Übertragung einer Nachricht über ein elektronisches Kommunikationsnetz durchzuführen.
Vorlieben
Die technische Speicherung oder der Zugriff ist für den rechtmäßigen Zweck der Speicherung von Präferenzen erforderlich, die nicht vom Abonnenten oder Benutzer angefordert wurden.
Statistiken
Die technische Speicherung oder der Zugriff, der ausschließlich zu statistischen Zwecken erfolgt.Die technische Speicherung oder der Zugriff, der ausschließlich zu anonymen statistischen Zwecken verwendet wird. Ohne eine Vorladung, die freiwillige Zustimmung deines Internetdienstanbieters oder zusätzliche Aufzeichnungen von Dritten können die zu diesem Zweck gespeicherten oder abgerufenen Informationen allein in der Regel nicht dazu verwendet werden, dich zu identifizieren.
Marketing
Die technische Speicherung oder der Zugriff ist erforderlich, um Nutzerprofile zu erstellen, um Werbung zu versenden oder um den Nutzer auf einer Website oder über mehrere Websites hinweg zu ähnlichen Marketingzwecken zu verfolgen.